This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Advanced analytics help manufacturers extract insights from their data and improve operations and decision-making. But for manufacturers, it’s often challenging to perform analytics with ERP data. Because of the high rate of M&A activity in the industry, manufacturing enterprises often struggle with multiple ERP instances.
To navigate today’s challenging economy, manufacturers must digitize their supply chain and manufacturing processes. Digital advancements such as smart manufacturing and automation through AI, machine learning (ML), robotics, and IoT require a connected value chain ecosystem with a secure, scalable, and flexible data platform.
Manufacturers face no shortage of challenges in the industry today, but there are also tremendous opportunities to be had. In this post we will discuss how some modern manufacturers are deriving deeper insight from their SAP data in order to drive faster, smarter decision-making and unlock new opportunities in the market.
Manufacturers today are implementing a range of new technologies to increase operational efficiency and create visibility and flexibility across value chains. However, many manufacturers need help accessing and integrating the data needed to power these initiatives, as it is often siloed across different systems, platforms, and locations.
Speaker: Nikhil Joshi, Founder & President of Snic Solutions
Is your manufacturing operation reaching its efficiency potential? A Manufacturing Execution System (MES) could be the game-changer, helping you reduce waste, cut costs, and lower your carbon footprint. 📆 November 20th, 2024 at 11:00 AM PST, 2:00 PM EST, 7:00 PM GMT
In the dynamic landscape of modern manufacturing, AI has emerged as a transformative differentiator, reshaping the industry for those seeking the competitive advantages of gained efficiency and innovation. There are many functional areas within manufacturing where manufacturers will see AI’s massive benefits.
For example, teams can enhance predictive models by including text and images, correlate medical imaging to treatment outcomes, or identify manufacturing defects from production line photos. In manufacturing, facilities are able to prevent costly defects by linking visual inspection data with production specifications.
2025 Snowflake Startup Challenge semifinalists Katalyze AI Katalyze AI predicts deviations, optimizes raw material control and enhances production efficiency cutting waste and accelerating time to market for biopharma manufacturers.
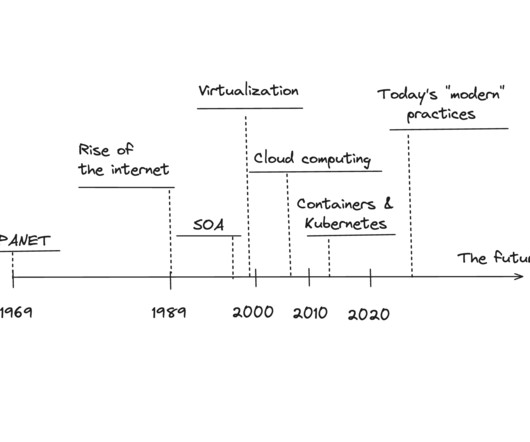
If you had a continuous deployment system up and running around 2010, you were ahead of the pack: but today it’s considered strange if your team would not have this for things like web applications. We dabbled in network engineering, database management, and system administration. and hand-rolled C -code.
Summary Wind energy is an important component of an ecologically friendly power system, but there are a number of variables that can affect the overall efficiency of the turbines. Michael Tegtmeier founded Turbit Systems to help operators of wind farms identify and correct problems that contribute to suboptimal power outputs.
Manufacturing has always been at the cutting edge of technology since it drives economic growth and societal changes. It can revolutionize manufacturing processes, product development and supply chain management. This article examines how GenAI transforms manufacturing by discussing its application, benefits, challenges and prospects.
Personalization is also a game changer in healthcare and life sciences, leading to improved patient outcomes and cost savings for healthcare systems. By analyzing all of a videos modalities, including visual, audio, text and sound effects, they can provide contextual insights and customized recommendations.
Today’s manufacturing landscape is truly on a whole new level, and getting perfection has never been more intense. This is where Generative Artificial Intelligence, simply known as GenAI, comes in and is currently being used to transform quality assurance in manufacturing processes.
AI in Manufacturing is an ideal match for the future because many manufacturing industries can produce an increasing number of products and identical parts, generating massive amounts of data and incurring significant costs. In this article, we will be explaining What is AI in Manufacturing? How is AI used in Manufacturing?
Manufacturing, where the data they generate can provide new business opportunities like predictive maintenance in addition to improving their operational efficiency. In this blog post, we will talk about a single Ozone cluster with the capabilities of both Hadoop Core File System (HCFS) and Object Store (like Amazon S3).
Agent systems powered by LLMs are already transforming how we code and interact with data. This next phase, the AI-Native Data Stack , will fundamentally alter how we build, maintain, and scale data systems. This centralized model mirrors early monolithic data warehouse systems like Teradata, Oracle Exadata, and IBM Netezza.
For businesses that derive their revenue from Manufacturing or Distribution, the choice for ERP includes MS Dynamics 365 Biz Central, SAP Biz One Pro, SYSPRO, Netsuite, Acumatica. Let's use the example of a manufacturing company that is in the thick of selecting an ERP for the stated reasons above. What are first things?
From Wikipedia : “In the late 1950s, computer users and manufacturers were becoming concerned about the rising cost of programming. In an amusing twist, a few years ago, demand for COBOL developers reportedly soared as there are still critical banking and insurance systems using this now-ancient language.
The sheer amount of connected product data—petabytes generated on a daily basis—is reshaping manufacturing by presenting new business opportunities as well as tackling challenges that have for a long time stalled innovation.
A Manufacturing Engineer’s job is no easy task. Having worked in the manufacturing and production department for quite some time, I know about the nitty-gritty that goes into the job. And when it comes to Manufacturing Engineer wages, I have quite the secrets for you! Who Is a Manufacturing Engineer?
While traditional systems store and process data in batches, streaming data refers to data that is continuously generated from a variety of sources. Let’s use manufacturing as an example. Manufacturing partners such as DXC, Infosys, Kipi and LTI offer IoT solutions integrated with Snowflake’s streaming capabilities.
We’re introducing parameter vulnerability factor (PVF) , a novel metric for understanding and measuring AI systems’ vulnerability against silent data corruptions (SDCs) in model parameters. But the growing complexity and diversity of AI hardware systems also brings an increased risk of hardware faults such as bit flips.
In the semiconductor industry, research and development tasks, manufacturing processes, and enterprise planning systems produce an array of data artifacts that can be fused to create an intelligent semiconductor enterprise.
These problems have created a situation where AI systems, especially GenAI, need to be integrated to improve and automate quality control systems. Traceability: GenAI works with blockchain systems that allow the movement of a supply chain to be followed in real time, thus proving that every component used is safe.
Then you are one of us – Manufacturing engineers! With the increasing number of consumer and industrial products in development, the role of manufacturing engineers is going to be more in demand than ever. Resume Format – Manufacturing Engineer [Key points] Manufacturing engineers are the backbone of the production process.
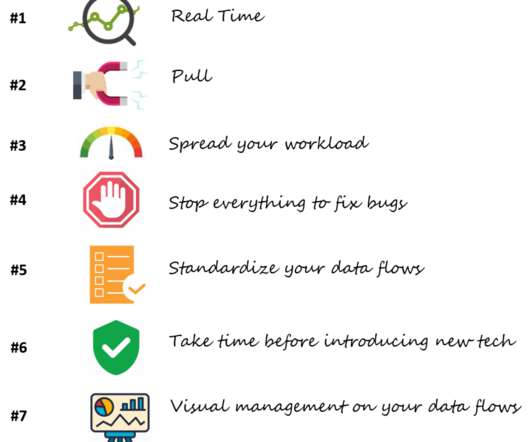
In the early 1940s, Toyota automotive in Japan used a simple planning system to manage and control work and inventory at each stage optimally. It is related to lean and just-in-time JIT production, where it is used as a scheduling system to indicate what to produce, when, and how much. How does Kanban System work?
This article represents a collaborative effort between Plotly, Ballard Power Systems, and Databricks. Fleets of buses worldwide run on hydrogen fuel cells made.
This blog series follows the manufacturing, operations and sales data for a connected vehicle manufacturer as the data goes through stages and transformations typically experienced in a large manufacturing company on the leading edge of current technology. 1 The enterprise data lifecycle. Data Enrichment Challenge.
This story will show how data is collected, enriched, stored, served, and then used to predict events in the car’s manufacturing process using Cloudera Data Platform. This story will feature a mock connected vehicle manufacturing company of electric vehicles called (with a highly original name of) The Electric Car Company (ECC).
Meanwhile, 79% of industry professionals said gen AI has the potential to revolutionize drug manufacturing in terms of quality and efficiency. Additionally, there are high costs associated with implementing AI and maintaining a team of skilled professionals to develop and manage AI systems.
The purpose of this article is to demonstrate how AI is enabling the F&B sector to utilize AI Inventory Management, GenAI Waste Reduction Solutions , and Smart Inventory Systems to streamline operations responsibly. Up-to-date Inventory Information Smart inventory systems equipped with IoT sensors and AI monitor stock levels in real time.
From Wikipedia : “In the late 1950s, computer users and manufacturers were becoming concerned about the rising cost of programming. In an amusing twist, a few years ago, demand for COBOL developers reportedly soared as there are still critical banking and insurance systems using this now-ancient language.
COVID-19 vaccines from various manufacturers are being approved by more countries, but that doesn’t mean that they will be available at your local pharmacy or mass vaccination centers anytime soon. The COVID-19 vaccine distribution is one of the most challenging manufacturing and supply chain issues facing the world right now.
If there is one only book to read about lean manufacturing, this is the one. This is where you have all the main tools to improve manufacturing processes. You should not see data pipelines as a technical subject, you should see it bigger as a system to provide tools for people to continually improve their work !
Data input and maintenance : Automation plays a key role here by streamlining how data enters your systems. This complexity becomes especially apparent in your SAP® environments, where systems are interconnected and large datasets must be very carefully managed. The more stakeholders, the more touchpoints where things can go wrong.
In a 2021 white paper titled “Data Excellence: Transforming manufacturing and supply systems“ written by the World Economic Forum and the Boston Consulting Group, it documented that 75% of executives interviewed believed that advanced analytics in manufacturing was more important today than three years ago.
Unlike traditional AI systems that operate on pre-existing data, generative AI models learn the underlying patterns and relationships within their training data and use that knowledge to create novel outputs that did not previously exist. paintings, songs, code) Historical data relevant to the prediction task (e.g., stock market trends).
The availability and maturity of automated data collection and analysis systems is making it possible for businesses to implement AI across their entire operations to boost efficiency and agility. AI increasingly enables systems to operate autonomously, making self-corrections automatically as necessary.
As advanced use cases, like advanced driver assistance systems featuring lane change departure detection, advanced vehicle diagnostics, or predictive maintenance move forward, the existing infrastructure of the connected car is being stressed. billion in 2019, and is projected to reach $225.16 billion by 2027, registering a CAGR of 17.1%
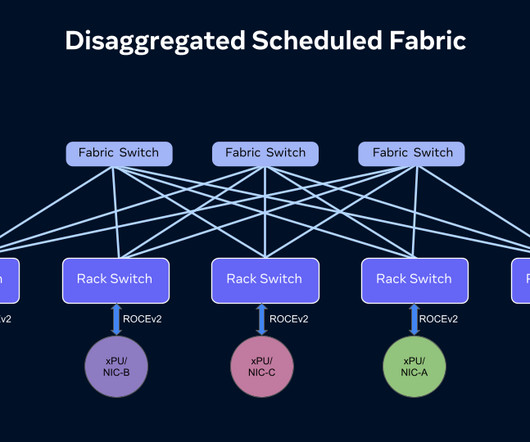
By breaking down traditional data center technologies into their core components we can build new systems that are more flexible, scalable, and efficient. As a distributed system, DSF is designed to support high scale AI clusters. As a distributed system, DSF is designed to support high scale AI clusters.
The Six Sigma project has been applied across many industries, such as healthcare, manufacturing, construction, food processing, and other business sectors. Some Lean Six Sigma project examples include identifying defects in natural gas dehydrator manufacturers and pipeline construction projects. What is a Six Sigma Project?
Imagine a manufacturer receiving streams of data with millions of messages a day from their dozen or more manufacturing plants. For more than three decades, SQL has been an accepted way to conduct queries across a range of database systems. This is not a scalable model. SQL is a universal language.
For example: Retailers can now combine Commerce and Service Cloud data from Salesforce with point-of-sale and supply chain data in Snowflake to help troubleshoot customer challenges and pinpoint manufacturing issues.
We organize all of the trending information in your field so you don't have to. Join 37,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.









































Let's personalize your content